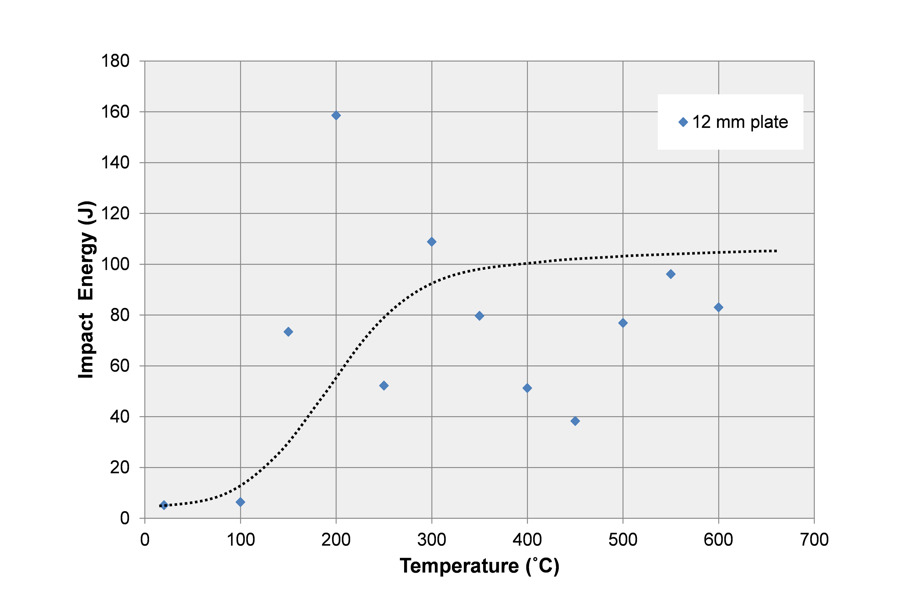
Kanthal® APMT 可在室温下成型,但是由于室温冲击强度相对较低,因此建议预热至 T≥250°C (480°F) 再进行塑性变形。
与 V 形弯曲相比,具有半径的边缘弯曲提供了更小的局部应力,是首选。 对于板材和带材,建议的边缘弯曲半径为 Rmin ≥ 3t,但是对于 t ≤ 5 mm 的板材,通常可以达到 Rmin ≥ 2t。
对于管材,建议使用加热到 875°C 的感应弯曲。 正常情况下,在弯曲过程后不需要进行去应力热处理。 最小弯曲半径(可接受 ±10% 的壁厚变化)的计算公式为
Rmin = 3 O.D.
其中,O.D. 是管材的外径,而弯曲半径是根据管材的中心线确定的。
切割和机加工
推荐使用水刀切割 Kanthal APMT。 也可以使用低速锯切,其冷却效果好。
Kanthal® APMT 的切削性与铁素体锻钢或轧钢相当。 但是,切削速度相比标准钢种通常需要有所降低。 为了控制工具温度,建议优化起点到大约一半。 对于大多数机加工操作,可使用标准乳胶基冷却液。 深钻孔操作是个例外,在这种情况下,净油可减轻刀具磨损。
焊接
建议仅供参考,针对特定应用场合的焊材适用性需要了解实际使用条件后才能予以确认。 因持续研发导致焊接技术数据的更改将不作另行通知。
用于焊接 APMT 的最常用方法是传统的 TIG/GTAW 焊接。 替代焊接方法(如铆接和螺纹)已通过测试,可能对某些应用很有用,并且具有使强化颗粒分散保持不变的好处。
焊接
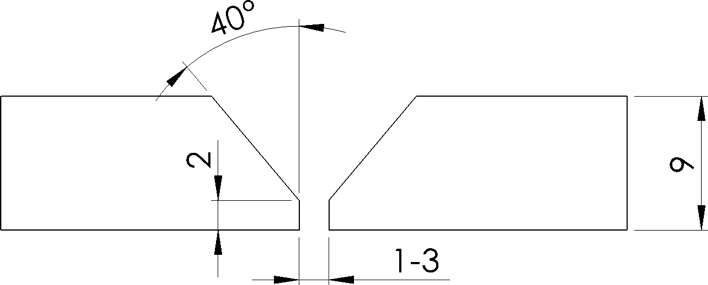
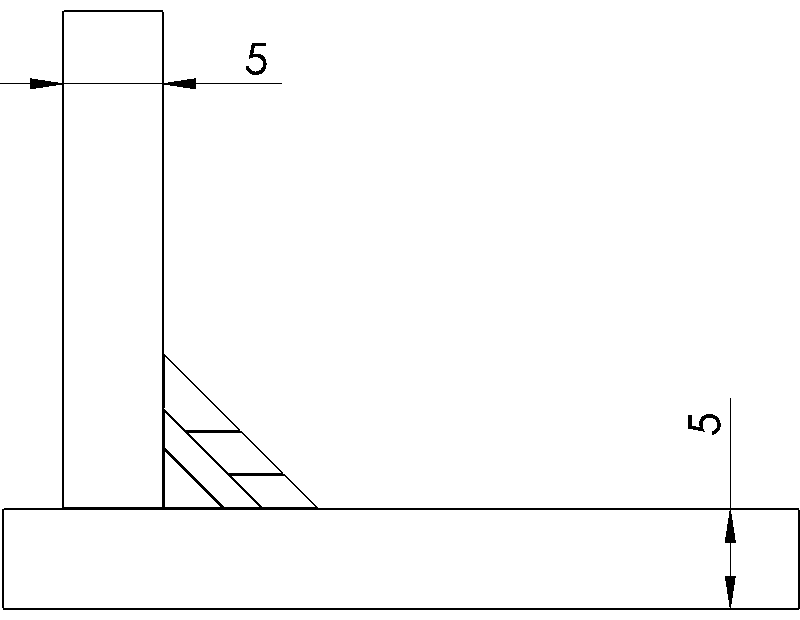
下面显示了成功进行 V 型槽对接焊和角焊的焊接准备和 TIG/GTAW 设置示例。 宜采用更低的电流来焊接 Kanthal APMT 的薄板。 这些焊接在预热至 250 ± 50 °C (480 ±90°F) 后进行,并保持该温度,直到接头在 850°C 的条件下消除应力 1 小时。 建议使用纯氩气作为保护气体。 气体中不得包含 CO2 或 NO,这一点非常重要。
|
焊道
|
电流 [A]
|
电压 [V]
|
极性
|
焊接速度 [mm/min]
|
保护气体
|
|
根部
|
75-95
|
12-14
|
DCEN
|
15-30
|
Ar 99.99%
|
|
2-3
|
150-175
|
13-16
|
DCEN
|
40-70
|
Ar 99.99%
|
|
4+
|
150-175
|
13-16
|
DCEN
|
75-110
|
Ar 99.99%
|
|
焊道
|
电流 [A]
|
电压 [V]
|
极性
|
焊接速度 [mm/min]
|
保护气体
|
|
1
|
160-180
|
13-16
|
DCEN
|
70-100
|
Ar 99.99%
|
|
2+
|
160-180
|
13-16
|
DCEN
|
70-100
|
Ar 99.99%
|
焊材
对于 TIG/GTAW 焊接,可使用线材 Ø1.6 mm 或 Ø2.4 mm。 建议对根部焊道使用 Ø1.6 mm,对后续焊道使用 Ø1.6 mm 或 Ø2.4 mm。
将 APMT 焊接到其他材料时,通常来讲 APMT 材料相较之会更加敏感,但焊接过程是和 APMT 焊接 APMT一样的。
将 APMT 焊接到某些常用合金时的推荐焊材
| 焊接对象 |
填充物 |
| Kanthal APMT |
Kanthal APMT |
| 镍基合金 600 和 601 |
Kanthal APMT 或 Exaton Ni72HP |
| 高合金奥氏体不锈钢 310、353MA、253MA、800、HK40 和 HP |
Exaton 25.20L |
| 奥氏体不锈钢 304、316 和 347 |
Exaton 25.20L
|
| 铁素体不锈钢 409、430 和 446 |
Kanthal APMT |
| 碳钢和低合金钢 |
OK Autrod 12.64 |
预热
建议预热到 250 ± 50 °C (480 ±90°F)。 应尽量避免使用明火/焊枪进行预热,如果只能选择此方法,则必须由对焊接 APMT 很有经验的人员进行,因为在焊接区域达到均匀温度分布很困难。
必要时,应在焊接过程中对焊接区域进行再加热,以将焊接温度保持在至少 200°C (390°F)。
焊后热处理 - PWHT
在焊接后应该直接进行焊后应力释放。 在进行焊后热处理前,不允许将焊接物冷却到 200°C (390°F) 以下。 有关参数,请参阅热处理。 在进行 APMT 到 APMT 焊接时,我们建议将焊接区域的应力释放和预氧化与焊后热处理结合起来。
初始清理和焊后清理
在焊接前应该对接头表面进行脱脂。 焊后清洁可以由不锈钢刷机器自动完成。
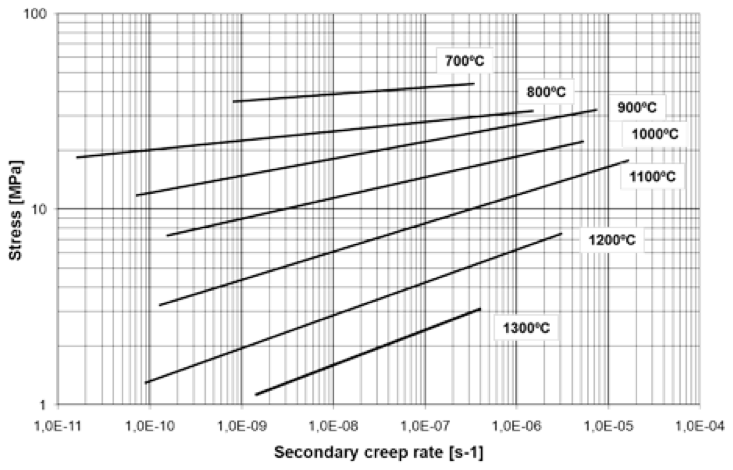
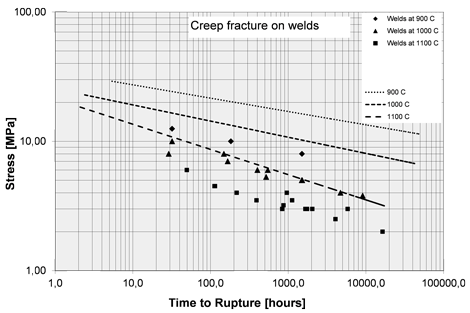
在焊接中保持的强度
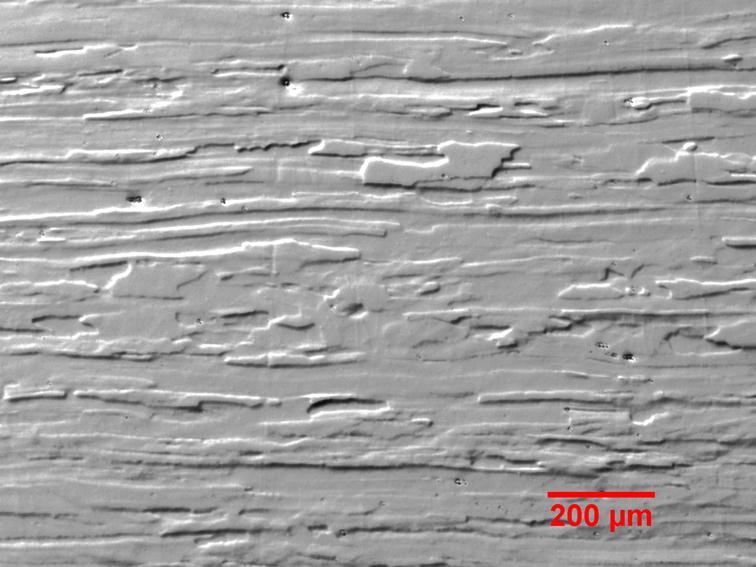
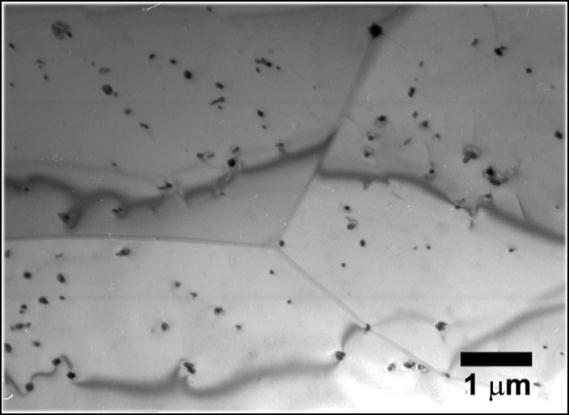
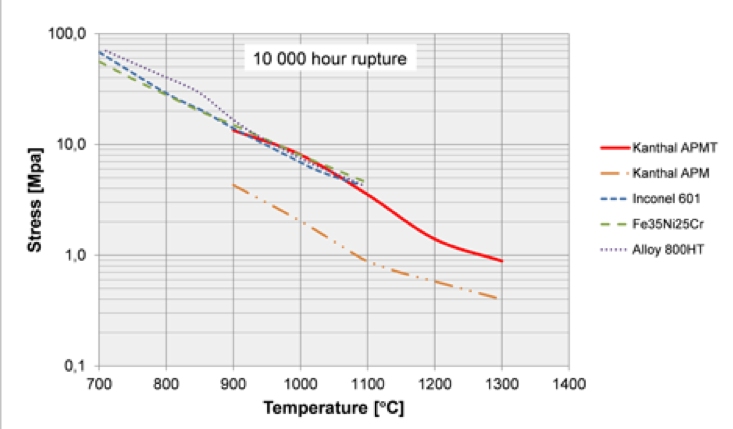
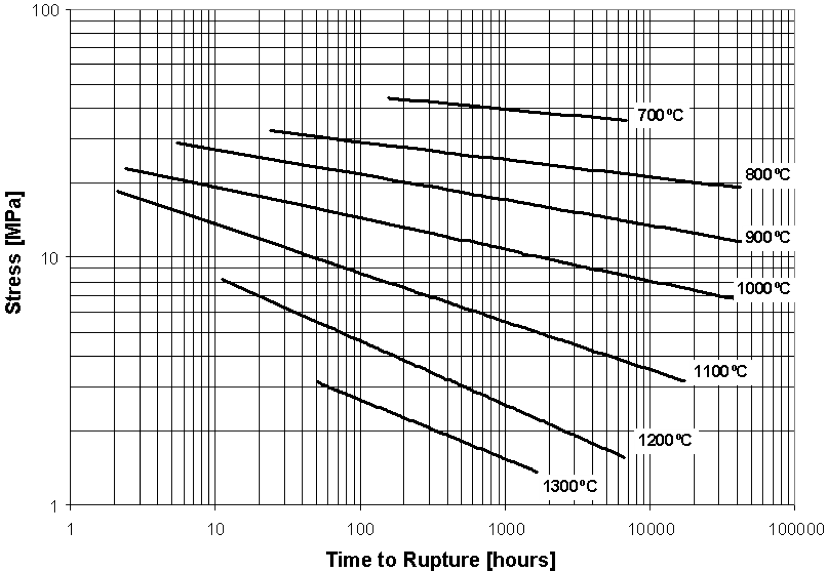
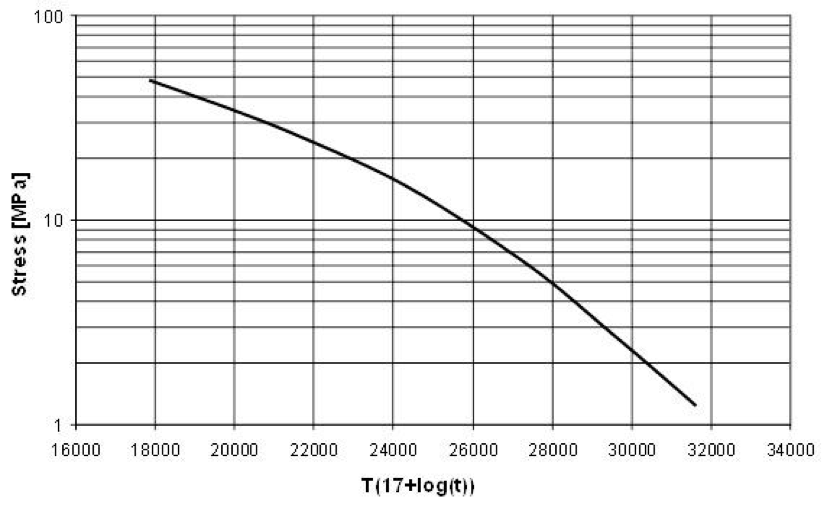
Kanthal® APMT 是一种高级粉末冶金弥散强化合金,焊接对材料的机械特性和高温蠕变特性有负面影响。 原因在于细晶结构的破坏和弥散的分布。 图中可以看到用 Kanthal® APMT 填充材料制成的 TIG 焊接物的蠕变强度的代表性数据。 例如,在 1000°C (1830°F) 的温度下,焊接断裂强度可以与 1100°C (2010°F) 的温度下未受影响的材料相比较。
其他信息
以上准则/建议考虑了长时间暴露在高温下的氧化和腐蚀特性。 因此,我们的建议可能不同于结构焊接中使用的传统焊接建议。 获取更多建议,敬请联系您当地的山特维克加热技术的销售代表。