Kanthal® APMT 是一种先进的粉末冶金弥散强化铁素体铁-铬-铝合金(FeCrAlMo 合金),建议在氧化和还原环境中高达 1250°C (2280°F) 的温度条件下连续使用。
Kanthal® APMT 具有较高的蠕变强度和出色的形状稳定性。 Kanthal® APMT 暴露在高温下时可形成不起皮的 Al2O3 保护性表面氧化物,这将在大多数熔炉和燃烧环境(例如,氧化、硫化和渗碳)中提供良好的保护并能防止焦炭、灰等物质沉淀的侵害。优异的氧化性能再加上形状稳定性使这种合金变得出类拔萃。 Kanthal® APMT 出色的抗氧化性和抗渗碳性使其非常适合各种气氛条件中的高温结构应用。
应用
- 电气和燃气加热炉的辐射管
- 用于粉末冶金部件的热处理和高温烧结的曲颈瓶和马弗炉
- 屏蔽管
- 燃烧器部件、喷嘴和火焰探测器
- 装运载具,例如装载托盘或篮子
- 窑炉附属品和窑炉结构组件
- 煤、燃气和生物燃料燃烧发电厂中未冷却的部件
- 发电厂和高温石化过程中的热电偶保护管
除非另有说明,否则数值和图表表示交付状态下的所有产品形式。 以英制单位显示的值是从以 SI 单位进行的测试内插而来的。
交货形式
| 形状 | 尺寸(毫米) | 尺寸(英寸) | |
| 板材 | 宽度 | ≤ 1500 | ≤ 47.24 |
| 厚度 | 3 - 20 | 0.12 - 0.79 | |
| 长度 | ≤3300 | ≤ 118.44 | |
| 挤压管 | 外径 | 26 - 260 | 1.05 - 10.24 |
| 壁厚。 | 2.87 - 11.0 | 0.11 - 0.43 | |
| 长度** | 3000 - 13000 | 118.11 - 511.81 | |
| 冷轧带材* | 宽度 | ≤ 205 | ≤ 8.07 |
| 厚度 | 0.2 - 3 | 0.01 - 0.12 | |
| 线材 | Ø | 0.2 - 9.5 | 0.01 - 0.37 |
| 杆材 | Ø | 5.5 - 12 | 0.22 - 0.47 |
| 圆棒 | Ø | ≤ 100 | ≤ 3.94 |
| 长度 | ≤ 4500 | ≤ 177.17 | |
| 锻造毛坯 | 宽度 | ≤ 500 | ≤ 19.69 |
| 厚度 | 35 - 170 | 1.38 - 6.69 | |
| 长度** | ≤ 3000 | ≤ 118.11 | |
| 方棒 | ф | ≤ 150 | ≤ 5.91 |
| 长度 | ≤ 4500 | ≤ 177.17 |
其他尺寸和形状可按要求商榷
*) 冷轧带材可作为定尺剪裁产品交付
**) 长度取决于横截面
化学成分
| C % | Si % | Mn % | Mo % | Cr % | Al % | Fe % | |
|---|---|---|---|---|---|---|---|
| 标称成分 | 3.0 | 21.0 | 5.0 | 剩余成分 | |||
| 最小值 | - | - | - | 20.5 | - | ||
| 最大值 | 0.08 | 0.7 | 0.4 | 23.5 | - |
显微组织
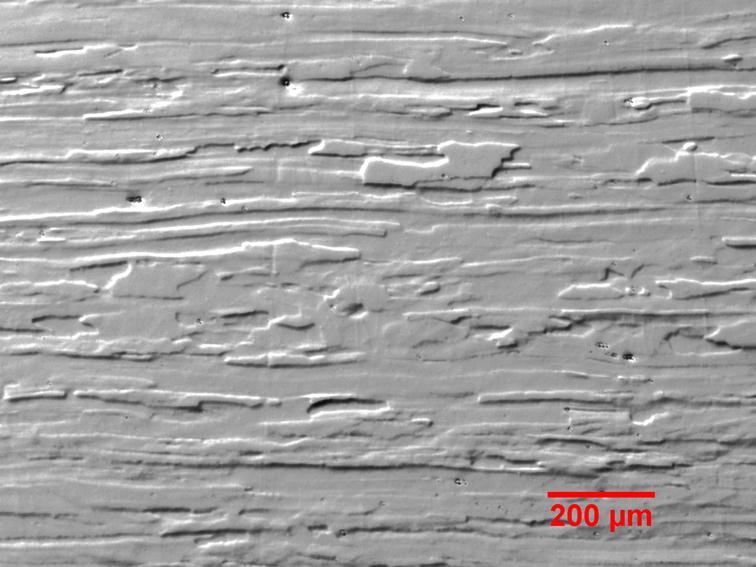
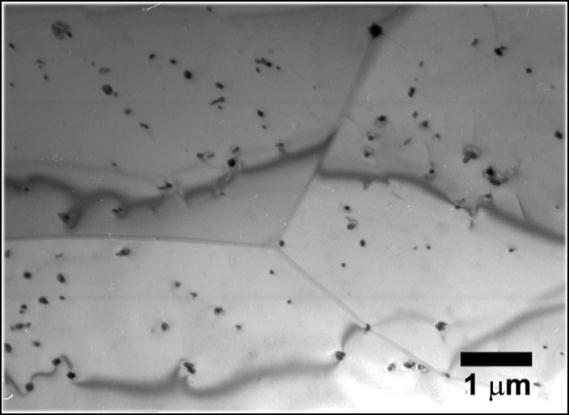
结构为铁素体,在交付状态下的典型平均晶粒尺寸为 30-50 mm。 晶粒在线材和杆中通常纵向延长,且通常在扁平材的平面中扩展。 某些产品形态暴露在超过 1000°C 的温度下后可能会再二次结晶,此温度通常可能产生长度和宽度高达数百 µm 的长晶粒和扁晶粒。
 |
 |
|
| 来自交付状态的 8 毫米热轧钢板的抛光和蚀刻显微照片 | 显示晶粒边界和颗粒分散的 TEM 截面 |
物理特性
| 密度 g/cm3 | 7.25 |
|---|---|
| 在 20°C 条件下的电阻率 Ω mm2/m | 1.40 |
| 泊松比 | 0.30 |
| 温度 (°C) | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1000 | 1100 | 1200 | 1300 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
Ct |
1.00 | 1.00 | 1.01 | 1.01 | 1.01 | 1.02 | 1.02 | 1.02 | 1.03 | 1.03 | 1.03 | 1.03 | 1.04 |
扬氏模量
| 温度 [°C] [GPa] |
20 | 100 | 200 | 400 | 600 | 800 | 1000 |
| 220 | 210 | 205 | 190 | 170 | 150 | 130 |
导热性
|
温度 [°C] |
导热性 |
温度 [°F] |
导热性 |
|
50 600 800 1000 1200 |
11 21 23 27 29 |
1200 1400 1600 1800 2000 2200 |
12.5 13 14 15.5 16 17 |
热膨胀系数
|
温度 [°C] |
热膨胀 (x10-6) [°C-1] |
温度 [°F] |
热膨胀 (x10-6) [°F-1] |
|
20 - 250 20 - 500 20 - 750 20 - 1000 20 - 1250 |
12.4 13.1 13.6 14.7 15.4 |
68-400 68-600 68-800 68-1000 68-1200 68-1400 68-1600 68-1800 68-2000 68-2200 |
6.8 7.0 7.2 7.3 7.4 7.6 7.9 8.1 8.4 8.6 |
比热容
|
温度 [°C] |
比热容 |
温度 [°F] |
比热容 |
|
20 200 400 600 800 1000 1200 |
480 560 640 710 670 690 700 |
68 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 |
0.11 0.12 0.13 0.14 0.15 0.16 0.17 0.16 0.16 0.16 0.17 0.17 |
| 熔点 | 1500°C (2732°F) |
|---|---|
| 磁特性 | 铁磁体,居里点约 600°C (1112°F) |
| 放射性 - 完全氧化的材料 Ɛ | 0.70 |
机械性能
室温 20°C (68°F) 下的拉伸性能
| 屈服强度 Rp0.2 MPa (ksi) |
抗拉强度 Rm MPa (ksi) |
伸长率 A % |
硬度 Hv |
|---|---|---|---|
| 510-600 (74-87) | 725-780 (105-113) | 通常 10-15 | 250 |
注意: 大型钢材中的材料通常具有更高的抗拉强度和更低的延伸率值
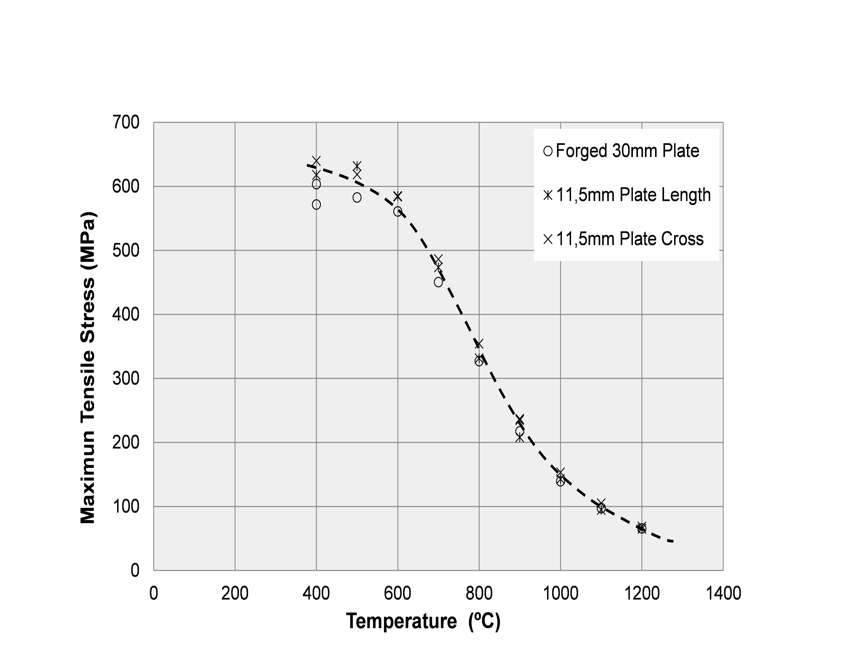
高温下的机械性能
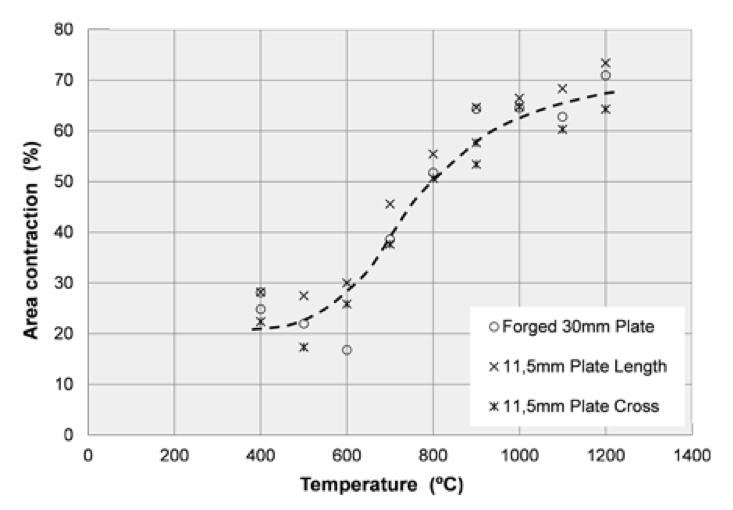
所有值均代表交付条件下的平均值。 样本从管材中纵向抽取(按长度)并在热轧板材上横向抽取。
冲击测试
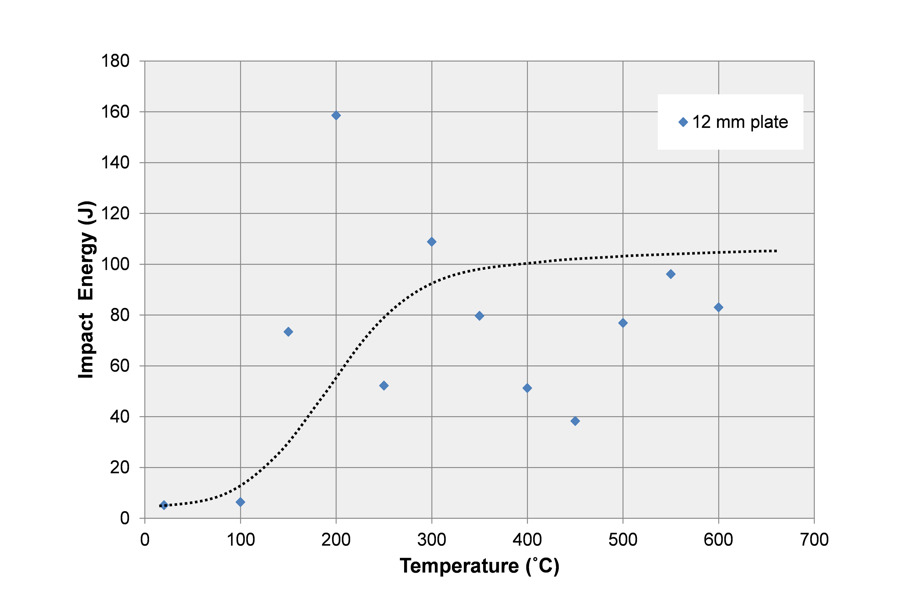
该图显示了在加热条件下进行测试的 Charpy-V 结果。 标准样本从由12 毫米热轧板材加工而成。 从低到高转变的能量吸收机制在 ~200°C (390°F) 时发生。 相对大型钢(如挤压管)中的其他产品形式具有类似行为。
|
温度 °C (°F) |
抗拉强度 Rm MPa (ksi) |
|---|---|
| 600 (1112) | 420 (61) |
| 800 (1472) | 120 (17) |
| 1000 (1832) | 42 (6) |
| 1200 (2192) |
16 (2.3) |
热拉伸试验 - Gleeble 测试(变形率 ~1 s-1)
| 时间 | 温度/应力 (MPa) | ||||||
|---|---|---|---|---|---|---|---|
| 小时 | 700°C | 800°C | 900°C | 1000°C | 1100°C | 1200°C | 1300°C |
| 100 | 39.9 | 26.2 | 19.7 | 12.7 | 7.0 | 3.4 | 2.1 |
| 1000 | 36.8 | 23.4 | 16.2 | 9.9 | 5.0 | 2.3 | 1.5 |
| 10000 | 34.0 | 21.0 | 13.2 | 7.8 | 3.6 | 1.6 | 1.2 |
| 100000 | 31.4 | 18.8 | 10.8 | 6.1 | 2.6 | 1.1 | 0.9 |
1% 延长数据基于最小应变率数据计算得出。 一般来说,初期蠕变有一个起始量,大约为 0.3% - 1%,具体取决于产品的形态、温度和应力水平。 断裂总延伸率取决于温度和应力,但通常大约为 3 到 12%,其中下限表示低应力水平。
| 时间 | 温度/应力 (MPa) | ||||||
|---|---|---|---|---|---|---|---|
| 小时 | 700°C | 800°C | 900°C | 1000°C | 1100°C | 1200°C | 1300°C |
| 100 | 45.0 | 29.2 | 21.6 | 14.4 | 8.7 | 4.6 | 2.7 |
| 1000 | 39.7 | 24.8 | 17.0 | 10.8 | 5.5 | 2.5 | 1.5 |
| 10000 | 35.0 | 21.1 | 13.4 | 8.1 | 3.5 | 1.4 | 0.9 |
| 100000 | 30.8 | 18.0 | 10.6 | 6.1 | 2.3 | 0.8 | 0.5 |
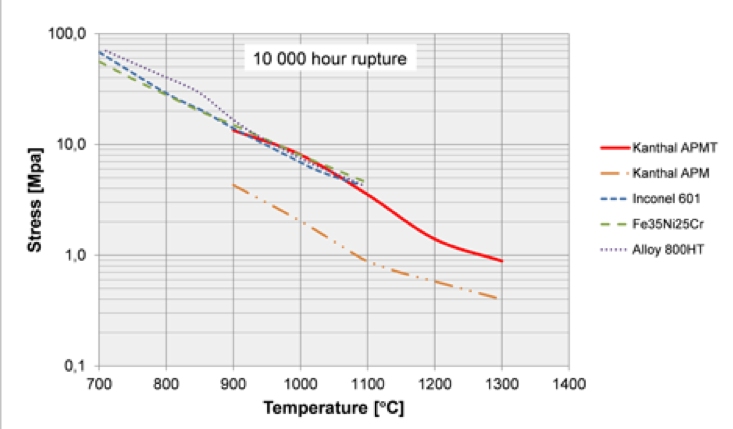
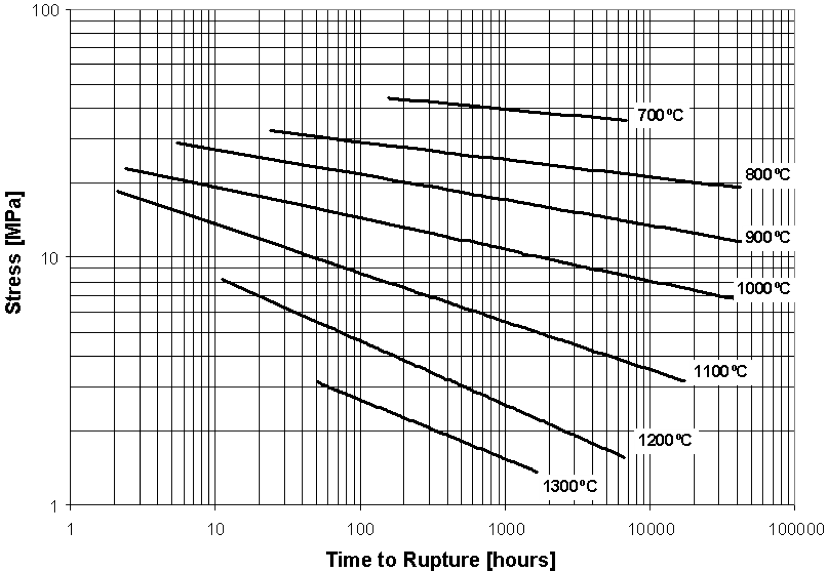
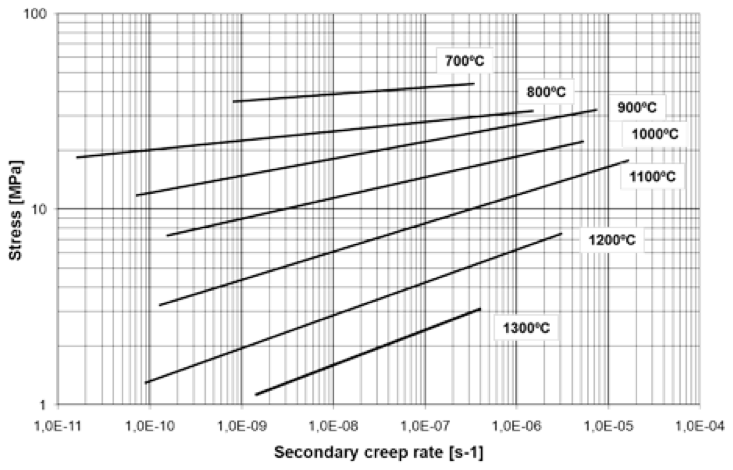
蠕变断裂数据是基于在图表中实线长度(测试时间小于 50,000 小时)指示的时间和温度范围内进行的蠕变试验而得到的管材、棒材和热轧板的代表性平均值。 应当指出的是,如表中阴影区域所示,在较薄截面上的组件寿命可能会受到氧化/腐蚀的影响而非低应力水平和长暴露时间下蠕变断裂的影响。 图中表明与其他合金的相比 10,000 小时的断裂情况。
蠕变断裂应力
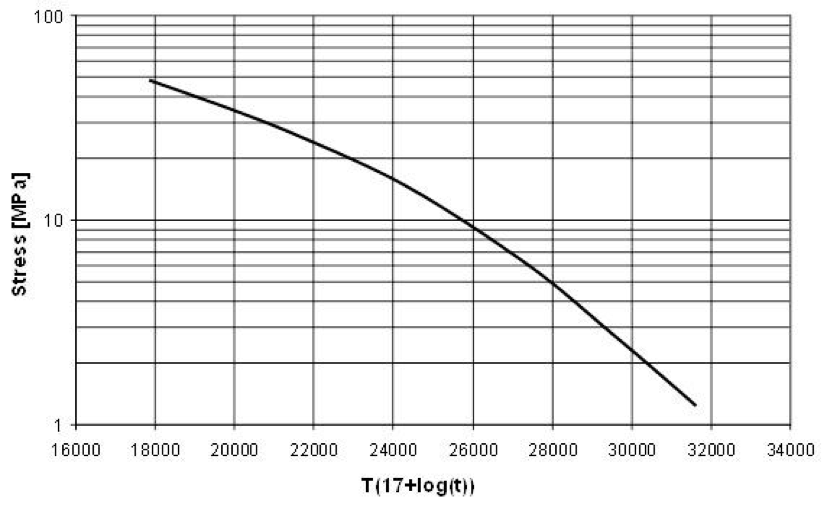
Larsson-Miller 图
第二阶段蠕变
耐腐蚀性
高温环境下的氧化性和腐蚀性
Kanthal® APMT 具有出色的耐高温腐蚀性能,因为它会自发形成一道氧化铝 (Al2O3) 薄层,保护基材免受腐蚀侵害。 下面总结了该氧化层最重要的特性:
- 热力学稳定性 - 在处于非常低的露点上的保护气氛中也能形成
- 惰性 - 一旦形成,在化学反应方面就非常稳定
- 致密性 - 形成防止碳扩散和污染物渗透非常有效的屏障
- 纤薄 - 形成和维持氧化层所使用铝的数量虽少,却显著延长了氧化层的使用寿命
- 粘附性 - 防止热循环期间发生散裂
氧化性能
与镍基和高合金奥氏体氧化铬成型合金相比,Kanthal® APMT 的抗氧化性更高,因为它拥有氧化铝保护层。 Kanthal APMT 的氧化层散裂程度较低,并且氧化铝比氧化铬在潮湿空气中更不容易释放挥发物。
建议在空气以及大多数氧化和还原气体中使用 Kanthal® APMT,温度最高可达 1250°C (2280°F)(比表现性能良好的氧化铬成型合金的最高温度还要高 100°C (180°F))。 在较短的时间内,温度高达 1300°C (2372°F) 是可以接受的,不会产生重大不利影响。
当 DP 高于 -25°C (-13°F) 时,干 N2 或 H2/N2 中的抗腐蚀性非常好。 当低于此含水量水平时,此合金在某些情况下则可能容易受到渗氮的影响。
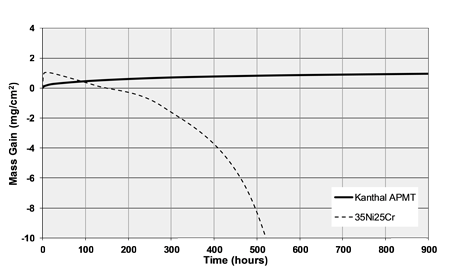
下图显示了在 1100°C 温度条件下空气中发生的间歇性氧化过程中的质量变化。 在初始阶段后,周期时间大约为 100 小时。 Kanthal® APMT 显示出呈子抛物线形的重量增长,而 Fe25Cr35Ni 合金上的氧化层在不到 24 小时后就开始剥落。
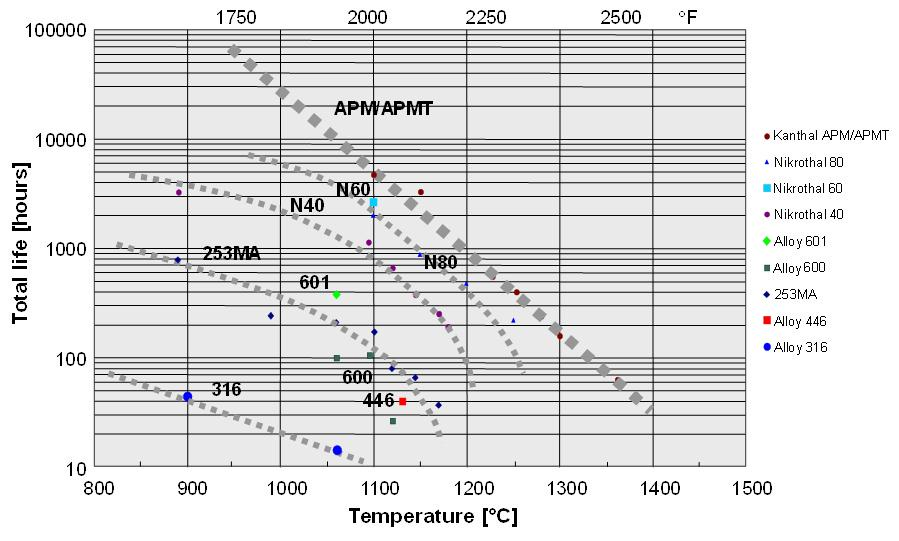
氧化限制寿命
氧化限制寿命由合金中铝的逐渐消耗决定。 当铝含量达到 1 wt% 和 3 wt% 之间(具体取决于温度和热循环)时,如果暴露在高温下很长时间,氧化铝保护层就会分解。 氧化寿命对比可根据 ASTM B78-81 来进行预估。 该测试是针对 Ø 0.7 mm 线材执行的,结果显示在 Kanthal® APMT 和其他一些高温合金的图表中。
渗碳性
氧化铝保护层的形成确保了 Kanthal® APMT 比氧化铬成型合金具备更高的抗渗碳能力。
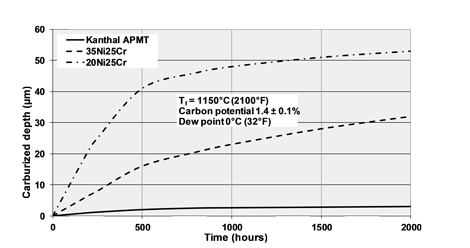
在下图中,渗碳的平均深度是根据测试期间材料的总损失量计算的。
热处理
预氧化
预氧化处理可形成 ~1 µm 厚的氧化铝保护层,非常适合长时间暴露在腐蚀性环境中。 加热之前,应清除表面上的所有污垢、碎屑、油脂等,否则可能会对保护性氧化物产生不利影响。 建议预氧化参数为 1050°C 下 8 小时。 冷却速率: 以 50°C/h 的速度下降到 500°C,然后进行空气冷却。 不建议使用风扇或压缩空气进行强制冷却。
应力释放
应力释放可在进行进一步成型处理之前,且必须在焊接之后进行。 推荐的参数是在 850°C 的条件下在空气释放 1 小时,以及热量渗透整个材料厚度所需的时间。 冷却速率: 以 100°C/h 的速度下降到 500°C,然后进行空气冷却。 不建议使用风扇或压缩空气进行强制冷却。
制造
Kanthal® APMT 可在室温下成型,但是由于室温冲击强度相对较低,因此建议预热至 T≥250°C (480°F) 再进行塑性变形。
与 V 形弯曲相比,具有半径的边缘弯曲提供了更小的局部应力,是首选。 对于板材和带材,建议的边缘弯曲半径为 Rmin ≥ 3t,但是对于 t ≤ 5 mm 的板材,通常可以达到 Rmin ≥ 2t。
对于管材,建议使用加热到 875°C 的感应弯曲。 正常情况下,在弯曲过程后不需要进行去应力热处理。 最小弯曲半径(可接受 ±10% 的壁厚变化)的计算公式为
Rmin = 3 O.D.
其中,O.D. 是管材的外径,而弯曲半径是根据管材的中心线确定的。
切割和机加工
推荐使用水刀切割 Kanthal APMT。 也可以使用低速锯切,其冷却效果好。
Kanthal® APMT 的切削性与铁素体锻钢或轧钢相当。 但是,切削速度相比标准钢种通常需要有所降低。 为了控制工具温度,建议优化起点到大约一半。 对于大多数机加工操作,可使用标准乳胶基冷却液。 深钻孔操作是个例外,在这种情况下,净油可减轻刀具磨损。
焊接
建议仅供参考,针对特定应用场合的焊材适用性需要了解实际使用条件后才能予以确认。 因持续研发导致焊接技术数据的更改将不作另行通知。
用于焊接 APMT 的最常用方法是传统的 TIG/GTAW 焊接。 替代焊接方法(如铆接和螺纹)已通过测试,可能对某些应用很有用,并且具有使强化颗粒分散保持不变的好处。
焊接
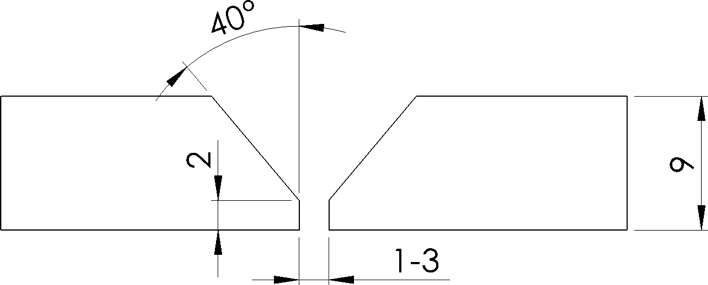
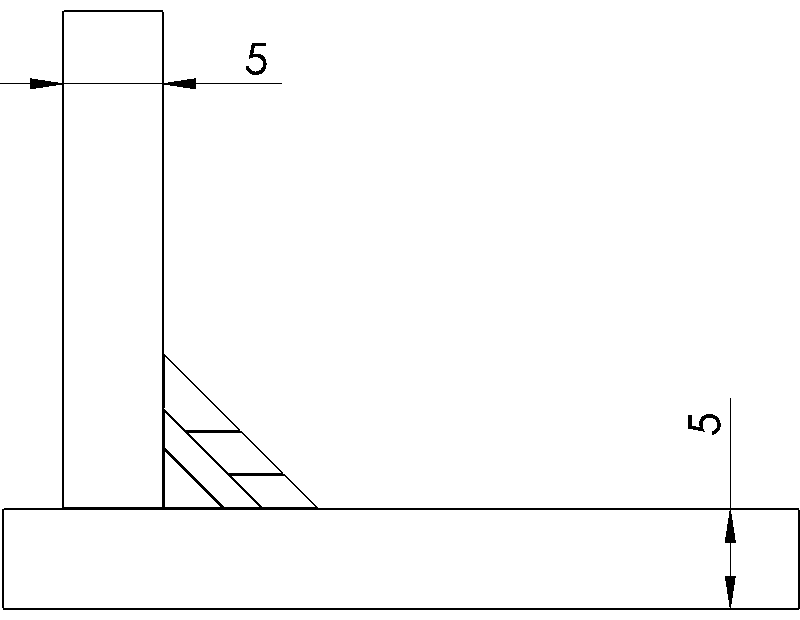
下面显示了成功进行 V 型槽对接焊和角焊的焊接准备和 TIG/GTAW 设置示例。 宜采用更低的电流来焊接 Kanthal APMT 的薄板。 这些焊接在预热至 250 ± 50 °C (480 ±90°F) 后进行,并保持该温度,直到接头在 850°C 的条件下消除应力 1 小时。 建议使用纯氩气作为保护气体。 气体中不得包含 CO2 或 NO,这一点非常重要。
|
焊道 |
电流 [A] |
电压 [V] |
极性 |
焊接速度 [mm/min] |
保护气体 |
|
根部 |
75-95 |
12-14 |
DCEN |
15-30 |
Ar 99.99% |
|
2-3 |
150-175 |
13-16 |
DCEN |
40-70 |
Ar 99.99% |
|
4+ |
150-175 |
13-16 |
DCEN |
75-110 |
Ar 99.99% |
|
焊道 |
电流 [A] |
电压 [V] |
极性 |
焊接速度 [mm/min] |
保护气体 |
|
1 |
160-180 |
13-16 |
DCEN |
70-100 |
Ar 99.99% |
|
2+ |
160-180 |
13-16 |
DCEN |
70-100 |
Ar 99.99% |
焊材
对于 TIG/GTAW 焊接,可使用线材 Ø1.6 mm 或 Ø2.4 mm。 建议对根部焊道使用 Ø1.6 mm,对后续焊道使用 Ø1.6 mm 或 Ø2.4 mm。
将 APMT 焊接到其他材料时,通常来讲 APMT 材料相较之会更加敏感,但焊接过程是和 APMT 焊接 APMT一样的。
将 APMT 焊接到某些常用合金时的推荐焊材
| 焊接对象 | 填充物 |
| Kanthal APMT | Kanthal APMT |
| 镍基合金 600 和 601 | Kanthal APMT 或 Exaton Ni72HP |
| 高合金奥氏体不锈钢 310、353MA、253MA、800、HK40 和 HP | Exaton 25.20L |
| 奥氏体不锈钢 304、316 和 347 |
Exaton 25.20L |
| 铁素体不锈钢 409、430 和 446 | Kanthal APMT |
| 碳钢和低合金钢 | OK Autrod 12.64 |
预热
建议预热到 250 ± 50 °C (480 ±90°F)。 应尽量避免使用明火/焊枪进行预热,如果只能选择此方法,则必须由对焊接 APMT 很有经验的人员进行,因为在焊接区域达到均匀温度分布很困难。
必要时,应在焊接过程中对焊接区域进行再加热,以将焊接温度保持在至少 200°C (390°F)。
焊后热处理 - PWHT
在焊接后应该直接进行焊后应力释放。 在进行焊后热处理前,不允许将焊接物冷却到 200°C (390°F) 以下。 有关参数,请参阅热处理。 在进行 APMT 到 APMT 焊接时,我们建议将焊接区域的应力释放和预氧化与焊后热处理结合起来。
初始清理和焊后清理
在焊接前应该对接头表面进行脱脂。 焊后清洁可以由不锈钢刷机器自动完成。
在焊接中保持的强度
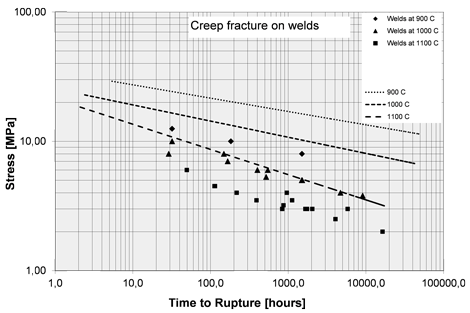
Kanthal® APMT 是一种高级粉末冶金弥散强化合金,焊接对材料的机械特性和高温蠕变特性有负面影响。 原因在于细晶结构的破坏和弥散的分布。 图中可以看到用 Kanthal® APMT 填充材料制成的 TIG 焊接物的蠕变强度的代表性数据。 例如,在 1000°C (1830°F) 的温度下,焊接断裂强度可以与 1100°C (2010°F) 的温度下未受影响的材料相比较。
其他信息
以上准则/建议考虑了长时间暴露在高温下的氧化和腐蚀特性。 因此,我们的建议可能不同于结构焊接中使用的传统焊接建议。 获取更多建议,敬请联系您当地的山特维克加热技术的销售代表。
