炉温
炉温取决于所需的装料温度。 元件温度将超过炉温,其量由元件设计决定。
炉功率
炉功率的计算方法是确定在特定时间内将炉料加热到预定温度所需的功率,包括炉损失和安全裕度。
工作模式
对于连续运行的炉子,考虑到该类型炉子的正常效率,通常计算实际装料所需的功率就足够了。 假设效率为 70-80% 以弥补电炉的损耗,并增加安全裕度,则可以获得足够的输入值。对于间歇式炉,在确定输入功率要求时,必须考虑所需的加热时间和炉子的加热能力。 然而,输入功率本身对能耗和效率的影响很小。 决定性因素是热损失,由隔热效果决定。无论总功率如何,给定的质量都需要相同的能量。
选择输入功率值的目的是提供足够的功率,而不会相对于炉子尺寸过高,因为这会导致不必要的元件温度升高,从而对使用寿命产生不利影响。 LTM(低热质量)间歇炉可能需要大约减少 25% 的输入功率。
炉电压
除了通常通过变压器在较低电压下运行的小型高温炉外,大多数炉子都可以设计为在标准线路电压下运行。 元件厚度或横截面也会影响电路设计。 对于大横截面,不应将炉功率分配给过多的并联电路。 使用三相交流电源时,星形 (Y) 配置通常允许更大的横截面,而三角形 (Δ) 配置需要更小的横截面。 因此,小型炉中的元件最好串联或通过低压变压器连接到单相电源。
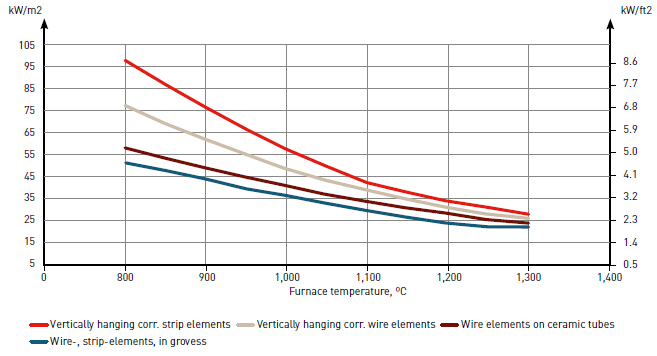
炉壁负荷
在设计电阻元件时,元件温度和材料横截面至关重要,因为它们会显著影响使用寿命。 目标通常是实现元件的最长寿命。 重要因素包括炉壁上的功率集中、电阻材料的具体表面负荷和传热条件。 墙面积的计算方式通常是长度乘以承载元素的墙、屋顶或底部的高度或宽度。
最大推荐炉壁负荷与炉温及不同元件配置之间的关系
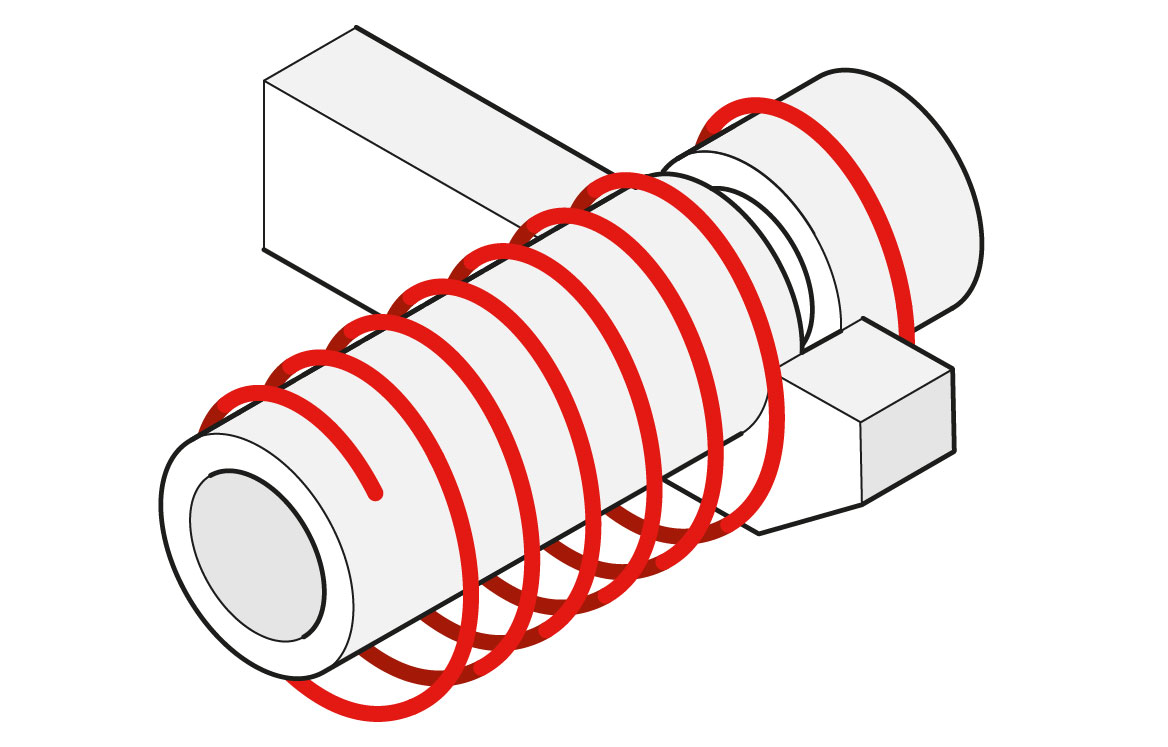
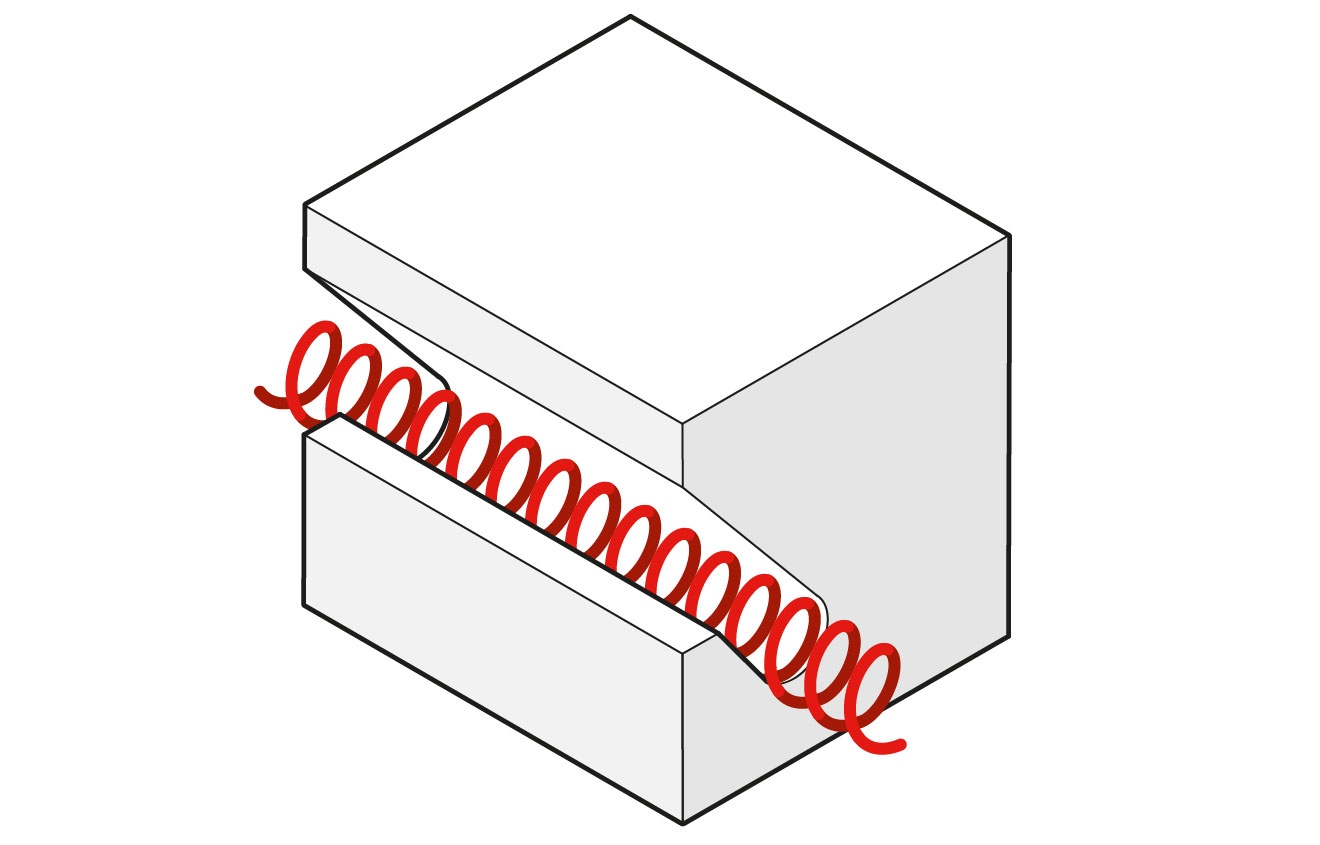
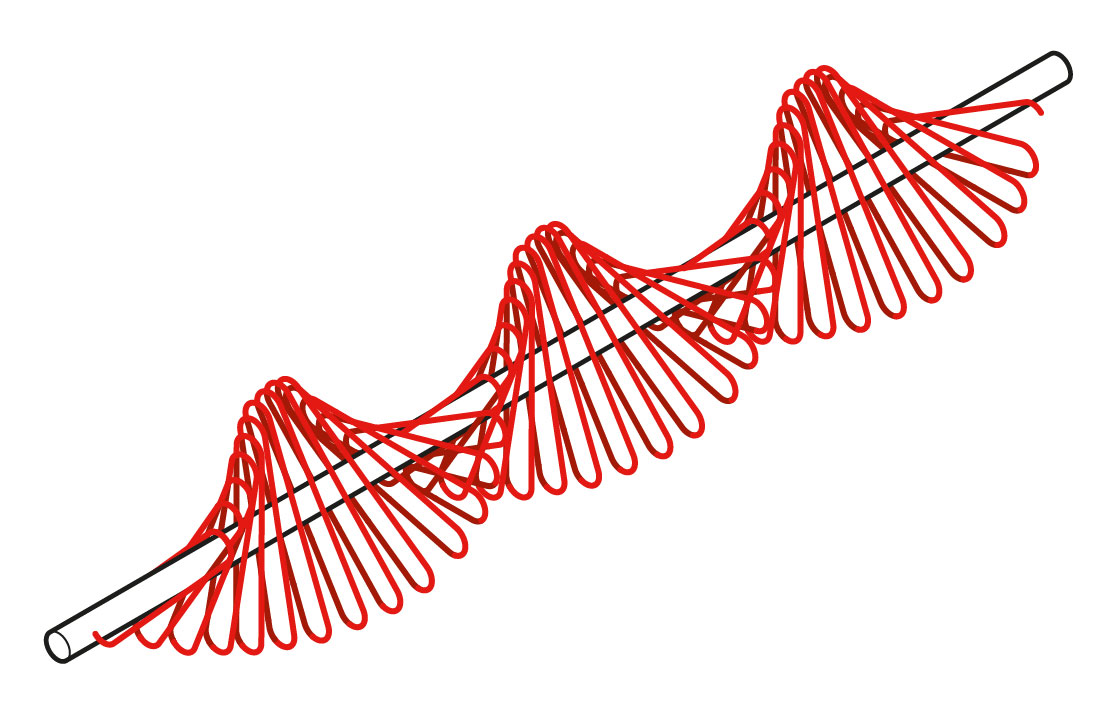
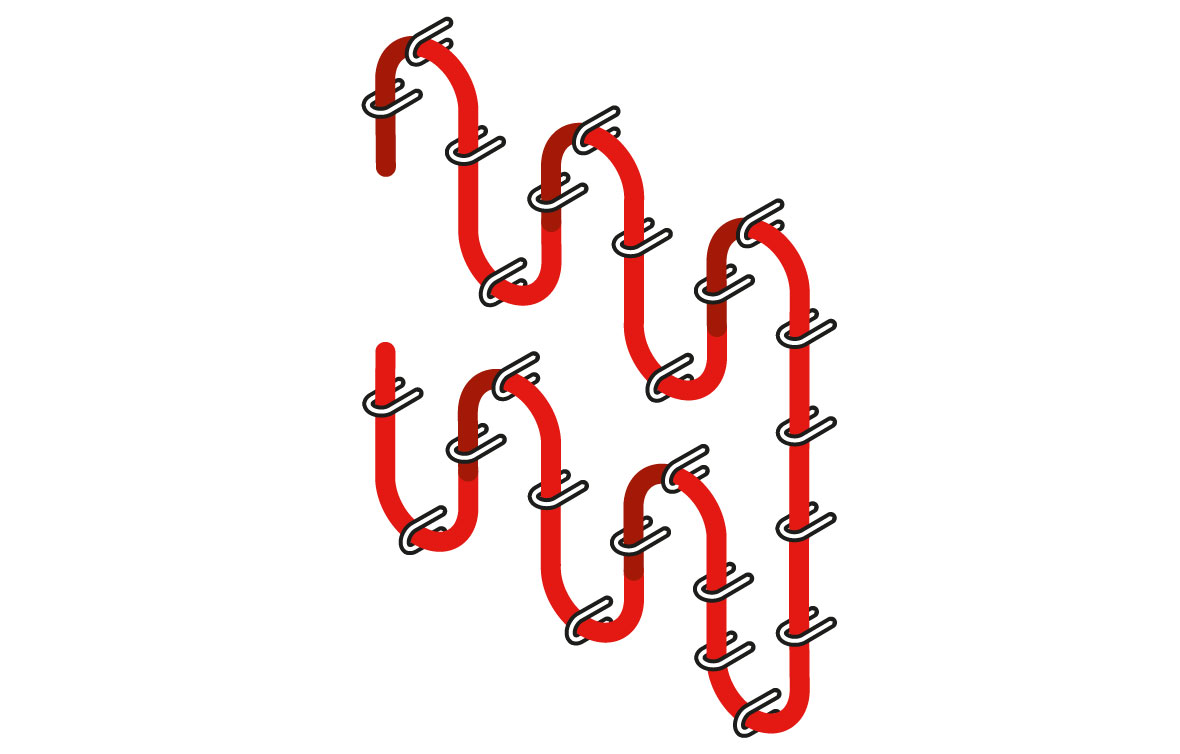
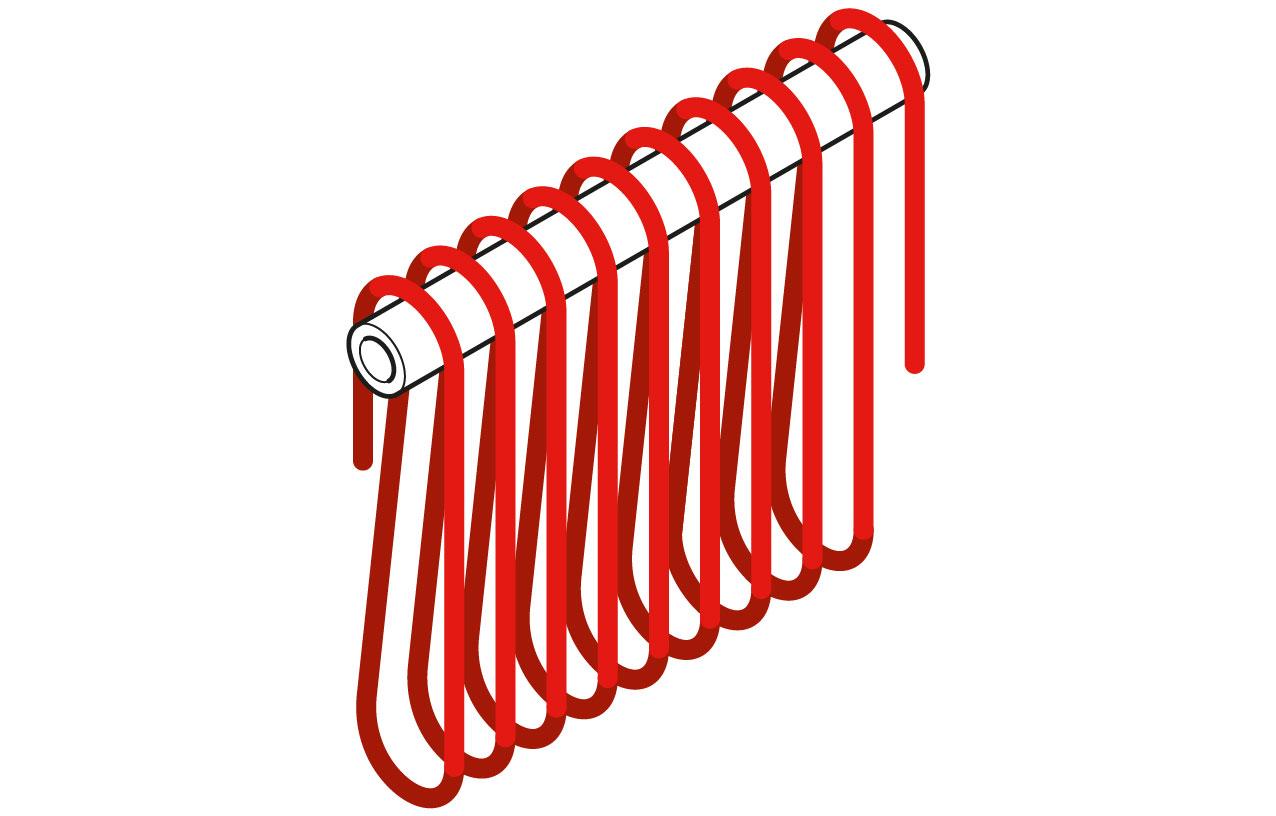
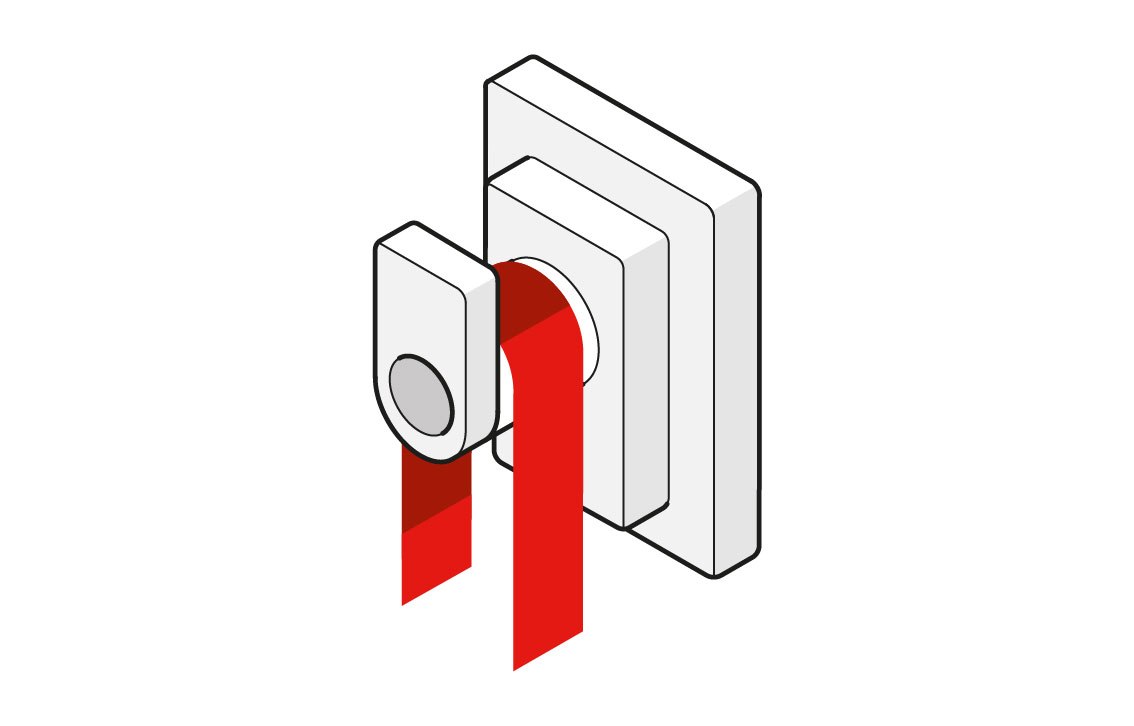
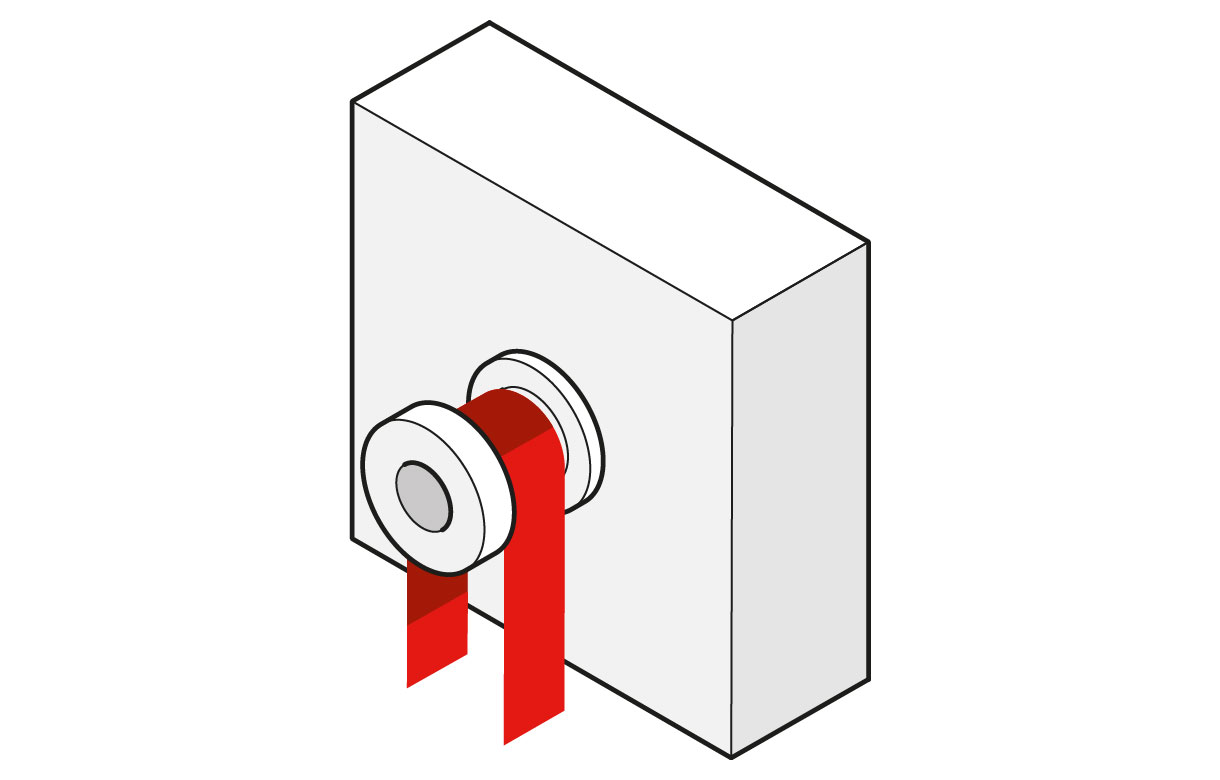
概述: 炉元件类型
炉加热元件系统包括线材和带材配置。 它们专为高达 1,300°C (2,370°F) 的温度而设计,通过精确的表面载荷和壁面载荷参数来优化性能。
| 线材元件 | 带材元件 | |||||||||
| 元件类型 | 螺旋 | 螺旋 | 豪猪 | 弯条 | 波纹 | 线圈 | 深波纹 | 深波纹 | 深波纹 | 波纹 |
| 支架 | 陶瓷管材 | 凹槽 | 陶瓷管材 | 金属直条 | 金属外科钉 | 陶瓷管材 | 陶瓷杯锁 | 陶瓷刷 | 陶瓷管材 | 凹槽 |
 |
 |
 |
 |
 |
 |
 |
 |
|||
| 材料 | 硅线石 | 磨皮等级 28 | 硅线石 | Kanthal® APM | U 形 Kanthal® 钉 |
硅线石 | 堇青石或莫来石 | 堇青石或莫来石 | 硅线石 | 磨皮等级 28 |
| 最高炉温,°C | 1,300 | 1,250 | 800 | 1,300 | 1,300 | 1,300 | 1,300 | 1,300 | 1,300 | 1,300 |
| 1,000°C 时的最大壁面载荷 炉温,kW/m2 |
40 | 35 | – | 50 | 50 | 60 | 60 | 60 | 60 | 20 - 40 |
| 1,000°C 时的最大表面负载 炉温,W/cm2 |
3 - 4 | 3 - 4 | – | 5 - 6 | 3 - 6 | 5 - 6 | 5–6 | 5–6 | 5–6 | 3 - 4 |
| 焊丝直径(d,mm) | 2.0 - 6.5 | 2.0 - 5.0 | 1.0 - 6.5 | >5.0 | 2.0 - 5.0 | >5.0 | – | – | – | – |
| 带材厚度(t,mm) | – | – | – | – | – | – | 2.0–3.0 | 2.0–3.0 | 2.0–3.0 | 1.5–3.0 |
| 带材宽度(w,mm) | – | – | – | – | – | – | 8–12 t | 8–12 t | 8–12 t | 8–12 t |
| 卷材外径(D,mm) | 12 - 14 天 | 5 - 6 天 | – | – | – | – | – | – | – | – |
| 1,000°C 时的最大回路长度 炉温,mm |
– | – | – | 250 | 100 | 250 | 250 | 250 | 250 | 2 - 3 w |
| 最大线圈长度下的最大间距 (mm) | 3d | 2d | 3d | 40 | 40 | 40 | 50 | 50 | 50 | 1.5 瓦 |